If you've ever bought SAE (American) fasteners, you've no doubt seen the initials "UNC" and "UNF". What do they mean? Which is better? And what are "UNRC" and "UNRF"? Read on to find out!
So many weird acronyms on our Holo-Krome selector.
Strong threads, or tough threads?
The basic breakdown between coarse and fine threads is whether you want a screw that is as strong as physically possible (fine pitch threads), or if you want a screw that people will have a hard time installing incorrectly and will be cheaper to build (coarse pitch threads).
Crossthreading happens during assembly, if the screw isn't lined up properly with the hole. It's much easier to do this with fine thread fasteners than with coarse thread. So if you're planning on something assembled by a simpleton, or something that will be assembled and disassembled frequently, go with coarse threads. If you're looking for maximum strength, fine pitch threads are where it's at.
Crossthreading happens during assembly, if the screw isn't lined up properly with the hole. It's much easier to do this with fine thread fasteners than with coarse thread. So if you're planning on something assembled by a simpleton, or something that will be assembled and disassembled frequently, go with coarse threads. If you're looking for maximum strength, fine pitch threads are where it's at.
Why are fine threads stronger?
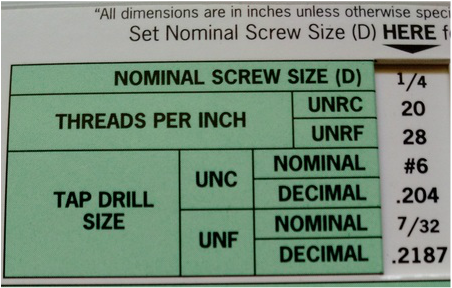
As the number of threads per inch increases, the distance that the threads cut into the screw decreases. If we compare the 1/4-20 screw above versus its fine friend the 1/4-28 screw, we see that the minor diameter for the coarse screw is .1894, while the minor diameter for the fine screw is .2064. That's .070 on the diameter, and equates to about a 10% increase in breaking strength for the fine thread. Extra-fine threads get even stronger.
Why are fine threads more expensive, or more of a hassle?
When you're tapping a hole, you walk a fine line in how much thread you leave in the hole. Let's take a 1/4-20 screw as an example. The Holo-Krome recommended tap drill is .204 (#6 size), which leaves 75% of the possible thread. The thread percentage is saying where the tap drill size was on the spectrum of exactly major diameter sized (0% thread) to exactly minor diameter sized (100% thread). So since the difference between the major and minor diameter is smaller for finer threads, the margin of error in the drilled size decreases. This means you have to pay more attention when drilling the holes, maybe retire your drills sooner, etc. all of which costs money and time.
The forces of tapping also make fine threads more expensive and time-consuming. Taps aren't indestructible, and they have to transmit a tremendous amount of torque through their flutes and into their cutting edges. The more cutting edges that are in contact, the greater the torque, which means the greater the likelihood of breaking a tap. Breaking a tap isn't the worst thing, because you can get them out in numerous ways, some much more expensive than others. Or you can keep from breaking the tap at all if you go really slowly, or cycle between taper, plug and bottoming taps to make all your downward progress. All of this is more time and more expense though.
The forces of tapping also make fine threads more expensive and time-consuming. Taps aren't indestructible, and they have to transmit a tremendous amount of torque through their flutes and into their cutting edges. The more cutting edges that are in contact, the greater the torque, which means the greater the likelihood of breaking a tap. Breaking a tap isn't the worst thing, because you can get them out in numerous ways, some much more expensive than others. Or you can keep from breaking the tap at all if you go really slowly, or cycle between taper, plug and bottoming taps to make all your downward progress. All of this is more time and more expense though.
Rolled threads (what the "r" stands for)
There are two main ways of making external threads; cutting, and rolling. Thread cutting is most commonly done on a lathe, and is nice because it's relatively easy to setup and change over to different sizes and pitches. The downside is that you're cutting off material, which means that you're throwing material ($$) away, and that it can take longer per screw. Below tubalcain (mrpete222) shows how to thread on a manual lathe. Threading on a CNC lathe is much the same, only way faster. (Threading on a Swiss-type CNC lathe is again much of the same, only on crack.)
The other way to make threads is to roll them. In any kind of manufacturing, there's a breakeven point for different types of processes, and threadmaking is no different. If you had a company that was doing nothing but making threads, you'd want to look into rolling threads. The advantages for the producer are that they're way cheaper and faster, and the advantage to the consumer is that the threads are somewhat stronger. Below, Portland Bolt has a neat video explaining how roll threading works.
Finally, what's the "R" stand for in UNRC and UNRF thread? Radius. On the male (external) threads, the root of the thread is radiused instead of sharp. This is very important for fatigue, as repetitive stresses don't like sharp corners and other stress risers.
This probably also does a minor bit of strengthening, since the minor diameter is slightly greater.
This probably also does a minor bit of strengthening, since the minor diameter is slightly greater.
 RSS Feed
RSS Feed